Q345A、Q345B、Q345C、Q345D、Q345E钢材性能的详细解析
Q345,作为一种低合金钢(其碳含量小于2%),在建筑、桥梁、车辆制造、船舶建造以及压力容器制造等多个领域都有着广泛的应用。其中的“Q”代表这种钢材的屈服强度,而“345”则表示其屈服值大约在345兆帕。值得注意的是,随着钢材厚度的增加,其屈服值会逐渐减小。
Q345钢材以其出色的综合力学性能、良好的低温性能、塑性和焊接性,在多个领域得到广泛应用,如中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等。其承受动载荷的结构、机械零件以及建筑和一般金属结构件均表现出色。此外,Q345钢材在热轧或正火状态下使用,甚至能满足-40℃以下寒冷地区的各种结构需求。
Q345钢材根据等级分为Q345A、Q345B、Q345C、Q345D和Q345E,其主要的区别在于冲击温度的不同。具体来说,Q345A级不做冲击试验,而Q345B级则在20℃常温下进行冲击试验,以此类推,Q345C级、Q345D级和Q345E级的冲击温度逐渐降低。值得注意的是,在不同的冲击温度下,冲击的数值也会有所不同。
在化学成分方面,Q345钢材也有着严格的标准。例如,Q345A的碳含量不超过20%,锰含量不超过7%,硅含量不超过55%等。而随着等级的提高,如Q345D和Q345E,磷和硫的含量则进一步降低,同时增加了钒的含量,并规定了铝的最低含量。
此外,虽然Q345钢可以替代多种老牌号钢材,如12MnV、14MnNb、18Nb等,但两者在化学成分和厚度分组尺寸上仍存在差异。因此,在使用过程中,不能简单地将16Mn钢的许用应力套用在Q345钢上,而应根据新的钢材厚度分组尺寸重新确定许用应力,以确保结构的安全性和稳定性。
Q345钢的主要成分与16Mn钢相似,但额外添加了V、Ti、Nb等微量合金元素。这些合金元素能够细化钢的晶粒,显著提升钢的韧性,进而改善其综合机械性能。正因如此,Q345钢的钢板厚度可以做得更大,其综合机械性能也优于16Mn钢,特别是在低温环境下,Q345钢的性能表现更为出色。此外,Q345钢的许用应力也略高于16Mn钢。
在性能方面,Q345D无缝管的抗拉强度范围为490-675,屈服强度达到或超过345,伸长率不低于22。相比之下,Q345B、Q345A、Q345C以及Q345E无缝管的性能指标略有差异,但总体上均表现出色。
关于产品系列,Q345D钢材相较于Q345A、B、C钢而言,其低温冲击功的试验温度更低,性能更为优越。同时,Q345D钢材中的有害物质P和S的含量也较低,市场价格相对较高。
此外,Q345钢的命名规则也值得了解。其钢号以“Q”开头,代表钢材的屈服点,后续数字表示屈服点的数值。例如,Q345钢的屈服点数值为345MPa。必要时,钢号后面可标出质量等级和脱氧方法符号,以进一步区分不同品质的钢材。
Q345钢的化学成分如下表所示:
这些化学成分的精准控制,使得Q345钢在性能上得以显著提升,特别是其韧性在低温环境下更为出色。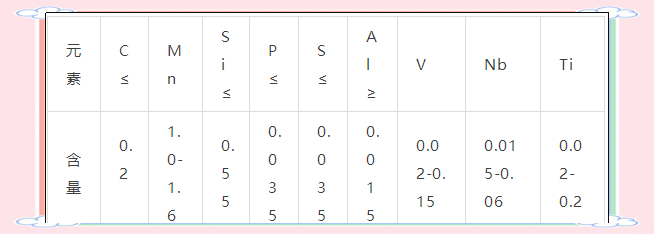
Q345钢的力学性能概览:

这些力学性能指标的达标,确保了Q345钢在工程应用中的稳定性和可靠性。
其中,当壁厚位于16-35mm范围内时,Q345钢的屈服强度σs至少应达到325MPa;而当壁厚在35-50mm之间时,σs则需至少为295MPa。
接下来,我们探讨Q345钢的焊接特性。
首先,通过碳当量(Ceq)的计算公式,我们可以评估Q345钢的焊接性能。该公式为:Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5。经计算,Q345钢的Ceq值为49%,这高于45%的临界值,表明其焊接性能一般,因此,在焊接过程中需要采取严格的工艺措施。
其次,Q345钢在焊接时面临的主要问题包括热影响区的淬硬倾向和冷裂纹敏感性。在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,导致近缝区硬度和塑性发生变化,从而引发裂纹。此外,Q345钢的焊接裂纹主要以冷裂纹为主。
针对这些问题,我们制定了相应的焊接施工流程和工艺参数。施工流程包括坡口准备、点固焊、预热、里口施焊、背部清根、外口施焊等步骤。在工艺参数的选择上,由于Q345钢具有较大的冷裂纹倾向,我们推荐选用低氢型焊接材料,并遵循与母材等强的原则,选择E5015(J507)型电焊条。此外,焊后热处理和无损检验也是确保焊缝质量的重要环节。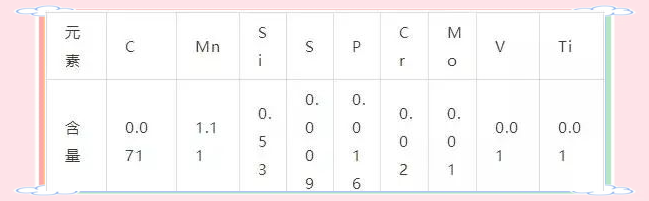
Q345钢的力学性能如下表所示:

接下来,我们将深入探讨Q345钢的焊接特性。
坡口准备:依据图纸和设备供货要求进行。
焊接工艺:推荐使用手工电弧焊(D)方法。
焊接参数:为防焊缝组织粗大、冲击韧性降低,应采用小规范焊接。具体措施包括:选用小直径焊条、窄焊道、薄焊层,并实施多层多道焊接工艺(见图一)。焊道宽度不应超过焊条直径的3倍,焊层厚度控制在5mm以内。首三层采用Ф2电焊条,电流范围100-130A;后三层改用Ф0电焊条,电流范围120-180A。
预热措施:鉴于Q345钢的Ceq大于45%,焊接前需预热至100-150℃(T0),并确保层间温度不超过400℃(Ti)。
焊后热处理:为减轻焊接残余应力、降低焊缝氢含量并优化金属组织与性能,建议焊后对焊缝进行热处理。热处理温度控制在600-640℃,恒温2小时(针对板厚40mm的情况),且升降温速度为125℃/h。

